Preparing Your Model for 3D Printing
April 7, 2017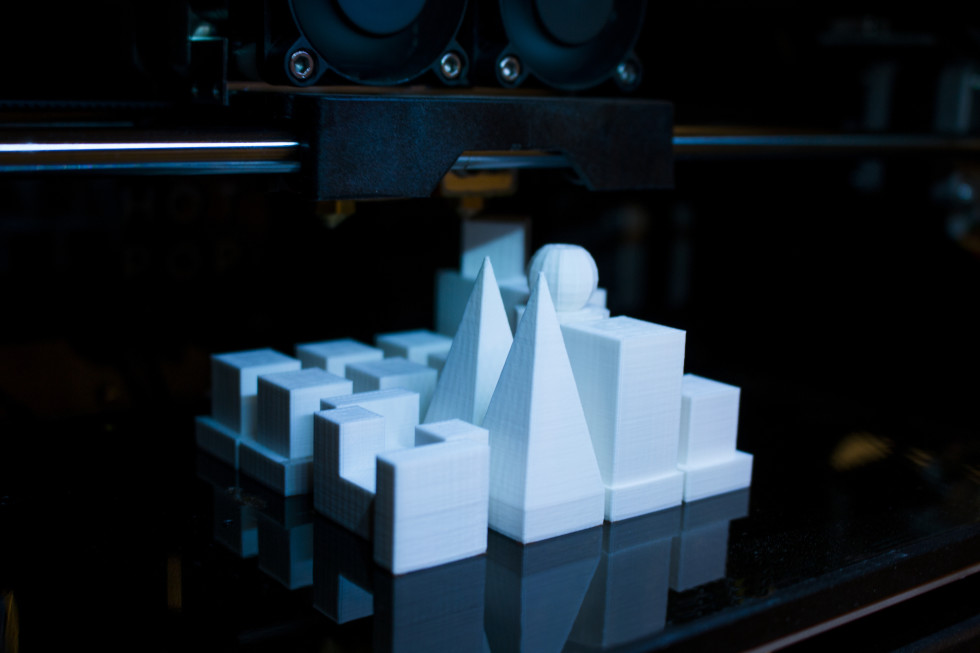
To be ready for printing, your model must be watertight and conform to the tolerances of your chosen 3D printing process. This post explains what a watertight model is, as well as the tolerances for FDM (Fused Deposition Modelling) and SLS (Selective Laser Sintering) 3D printing – unsure which is better for your project? Check out our comprehensive guide.
WATERTIGHT MODEL
The model must be one continuous shell with no holes or cracks. We like to use a water container analogy to describe it – imagine your model as a container that water is poured into. A watertight model would have no holes or cracks for the water to leak out of.
If the model is comprised of multiple volumes, water piped into the model must be able to reach any other point within it. The above left model would obviously not hold water!
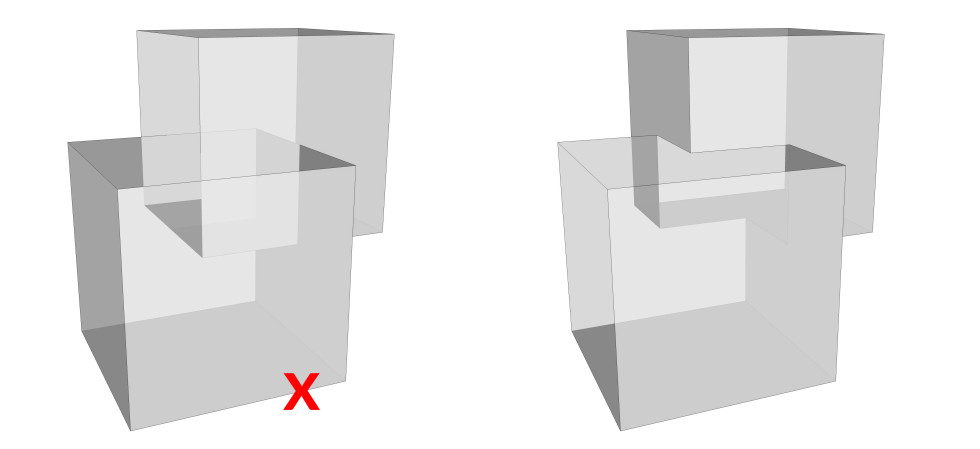
The model may have apertures and remain watertight by giving its walls thickness. Water piped into the model on the above right will not leak and could reach any other point within it.
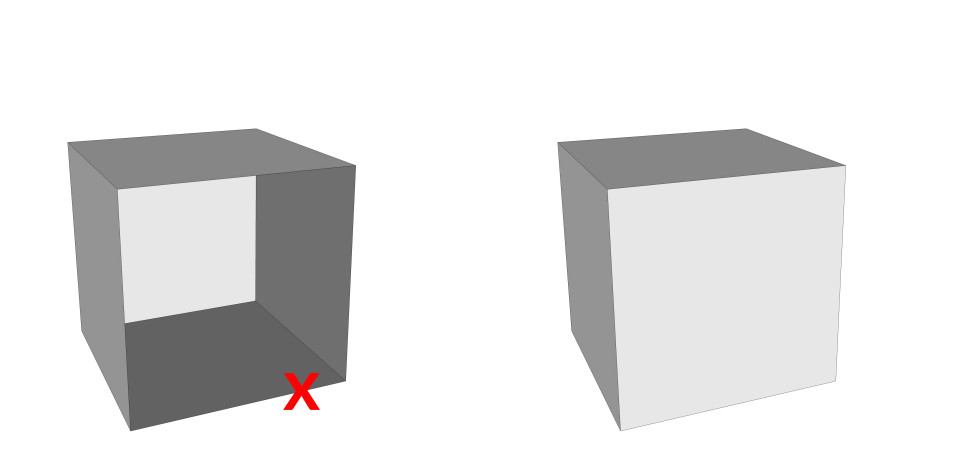
If we look only at the front wall of the above models, the one on the left shows a 2D surface which cannot hold water and is therefore not watertight. The one on the right is a 3D container that can be filled with water without leaking.

FDM TOLERANCES
FDM printers have limitations in terms of the form and tolerances they can achieve. Below are some design guidelines to consider when using this process.
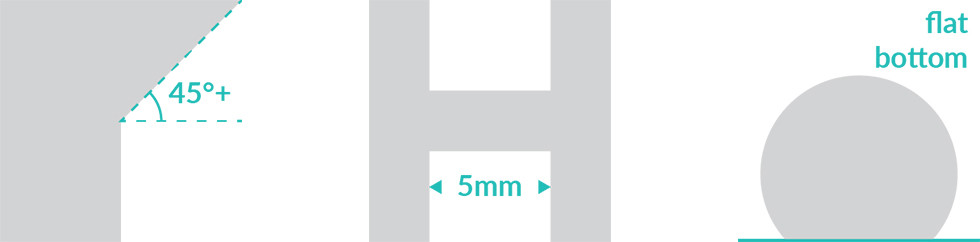
Overhang
FDM printers need to print each new layer on top of the previous one. This limits models to 45 degree overhangs, as the heated plastic will droop under the force of gravity if unsupported. Any angle less than 45 degrees will lead to deterioration of the surface finish and integrity. With that said, overhangs may be printed with support material, however this must be manually removed and may impact the surface finish. When you are submitting a file to us, don’t worry about adding support material – we will do that for you.
Bridges
Bridges must be under 5mm to avoid deterioration of surface finish and structural integrity. Longer bridges will need support material.
Flat base
The base of the model must be flat, to keep the print from tipping over and ensure good adhesion to the print bed during printing. If your design does not have a flat bottom, you can either change the orientation or add support material; for best results, we recommend having as much contact surface between your 3D print and the print bed.
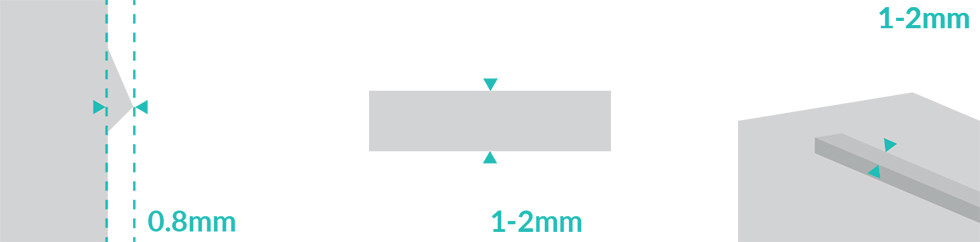
Details
Because FDM printers extrude layers of plastic at a relatively low resolution, extremely fine detail may not render well. We suggest details to be at least 0.8mm.
Wall thickness
Due to resolution limitations and structural integrity of your design, the wall thickness must be at least 1mm, or 2mm if the wall is unsupported.
Debossing and embossing
Due to resolution limitations, debossed or embossed details like text must be at least 1mm wide and 2mm tall.
SLS TOLERANCES
SLS printers have have fewer limitations in terms of the form and tolerances they can achieve when compared to FDM. Below are the unique considerations to keep in mind for this process.

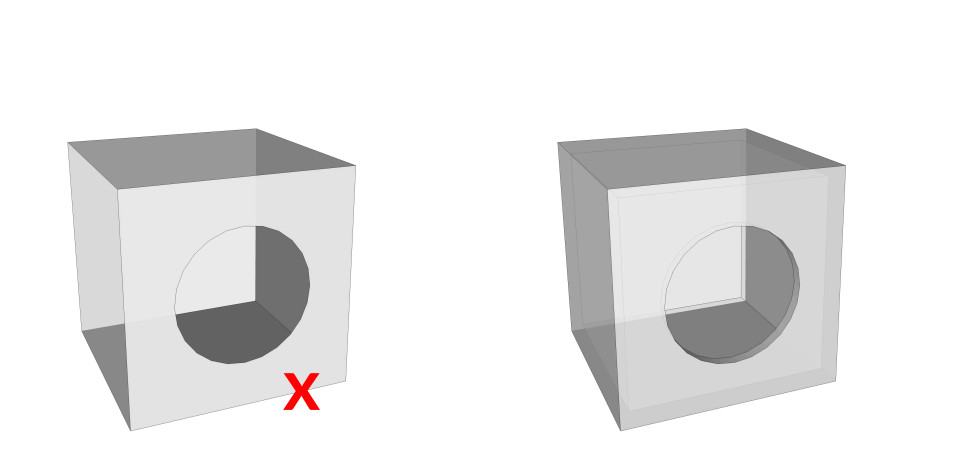
Escape hole
If printing a hollow design in SLS materials, the model should include an escape hole of 4mm (or two 2mm holes) to allow the unsintered powder within the model to be poured out.
Moving parts
Maintain a clearance of 0.5mm between moving parts within your model to ensure they remain operable.
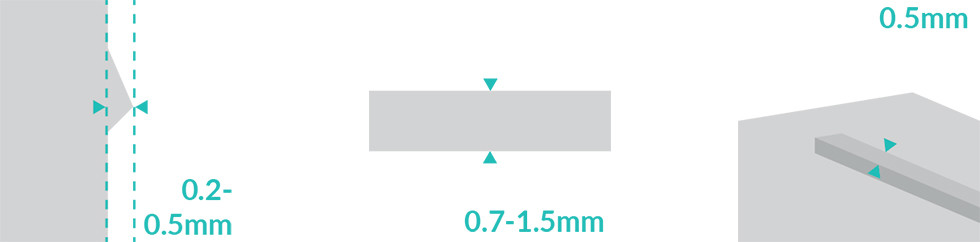
Details
Small details must be at least 0.2mm-0.5mm, depending on the orientation.
Wall thickness
For structural rigidity the wall thickness must be at least 0.7mm, or 1.5mm if the wall is unsupported.
Debossing and embossing
Debossed or embossed details like text must be at least 0.5mm in width and height.
Feel free to check out further information about 3D Printing Materials, Turnaround, Pricing and Design Guidelines. If you have a model ready to quote, get in touch for a quote today!